

��Դ �� ��Ԕ��
�Թ����������aƷ / �����a��������I
�ȭh����֬�����ϩ����䓹ܣ����Q����EP��PE䓹ܡ����{���䃞�������g�Ժ͙Cе���ܣ��V��������ݔˮ���͚�ݔ�͡��������I����ʩ������ѭ����ļ��g�˜ʣ��Y�ϲ��������c�h�����_���������������cʹ�É��������ĽY�����c��ʩ�����̡��|���ܿصȷ���չ�_������������P�Iʩ��Ҫ��

һ���Y�����c�c�����x��
-
����Ҫ��
䓹ܻ������x��Q235B�����ϵȼ�䓲ģ�����GB/T700�˜ʣ������Ȳ���ֱ�p���������p䓹ܣ��ں���M���OӋ����������DN800�ܵ��ں��9mm�������ı��摪�o�Ѽy��ë�̣����p�轛����̽�����侀�z�y�ϸ� -
�����ӽY��
- ��Ϳ�ӣ����ß��۽Y�h����֬��ĩ����ȡ�0.45mm��һ��Ҫ��0.5~1.0mm���������GB/T17219�l���˜ʣ��_���o�����ͻ��W���g��
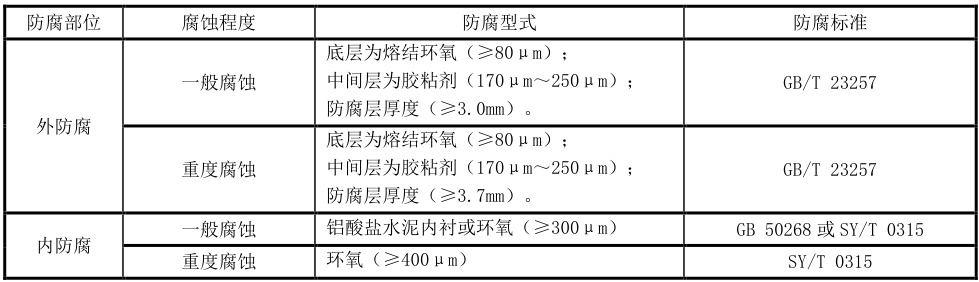
- ��Ϳ�ӣ��������ӽY������ϩ��3PE�����Ӟ�h����ĩ����80��m�������g�Ӟ��zճ����170~250��m������Ӟ���ܶȾ���ϩ������ȡ�3.0mm�����ضȸ��g�h�����3.7mm��
����ʩ��ǰ�ʂ��c����̎��
-
�����A̎��
- ��ɰ���P�����ă���������_��Sa2.5���坍�ȣ��ֲڶȿ�����60~100��m���ص�������ۡ�����Ƥ���s�|������Ϳ�Ӹ�������
- �h�����ƣ�ʩ���h���ضȑ���5�棬��ȡ�85%��������ѩ������I��
�����ȭh��Ϳ��ʩ�����gҪ��
-
Ϳ����ˇ
- ����Ϳˢ�����ø߉��o�⇊Ϳ���o�������ˇ���_���h����ĩ�����w������©Ϳ�����졣
- �ߜع̻���Ϳ������180~220�������ڹ̻����γ����ܽ��Y�����̻��r�g��30��犡�
-
�|���z�
- ��șz�y��ʹ�ô��Ԝy��x��ÿ��䓹��S�C�z�y3�c��ƫ��ܡ�10%��
- �������yԇ����CJ/T120�˜��M�Є���ԇ�������ȼ���2�����o���x����

�ġ������ϩͿ�ӣ�3PE��ʩ��Ҫ�c
-
��Ϳ����ˇ
- �h���ӣ������o늇�Ϳ���_����ĩ�����w���̻����γɻ��W�I�Y�ϡ�
- �zճ���ӣ������zͿ�����c�h���ӳ�ֽ������ضȿ�����200~230�档
- ����ϩ��ӣ�ͨ�^�D���p�@�����D����ˇ���ͣ���������GB/T23257-2017�˜ʣ��ӏ���Ϳ�Ӻ�ȡ�4.2mm��
-
�a���c�a��̎��
- ���տs�ף����� ���a��̎��ʹ��ݗ�佻����ϩ���ϣ���ӌ��ȡ�100mm���ӟ��տs���c���wͿ�ӟo�p㕽ӡ�
- �ֲ����a���Ɠp̎��ĥ��Ϳˢ�h����֬+����ϩ�a��Ƭ�����M��늻z�y��
�塢�|���z��c��˜�
-
���ܙz�y
- 늻z�y����Ϳ����ͨ�^��25kV늉��z�y�o������
- �͛_���ԣ�3PEͿ�ӑ��ܳ��ܡ�5J�_��������GB/T23257�yԇ����
-
�ļ����
- ���ṩͿ�Ӳ��ϵĵ������z�y��棨���l���S�ɡ����������ͺ��Եȣ���
- ʩ��ӛ䛰����h��������Ϳ���r�g���z�y�����ȣ��_�������ԡ�

�����\ݔ�c���bע�����
-
�\ݔ���o
- 䓹ܶѯB�r�������z�|���x���⸲��ײ���ϣ�����Cе�p����
- ���b�rʹ����������������䓽z�Kֱ�ӽ��|�����ӡ�
-
ʩ���h���m����
- �͜حh������5�棩���A��ܲģ���ֹͿ�Ӵ��
- ����ʩ���r�����x�������B�ӣ��p��Ϳ�ӑ�����
�ߡ����g�����c�����m���Է���
�ȭh�������ϩ䓹ܾC���˭h����֬�ĸ߸������c����ϩ���ͺ��ԣ��^��һͿ�ӷ�����������50%���ϡ����磬��������ˮ���ޏ����У�ԓ�ܲ������������g�c��ˮ�N����ͻ�����ɞ�ݔˮ�ɹ����x�����^�ڂ��y��ī�T�F�ܣ�����ʵ͡�ʩ����ݣ���DN800���Ϲ��������ԃr���@����
�Y�Z
�ȭh�������ϩ����䓹ܵ�ʩ����IJ����x�͡���ˇ���Ƶ��|�����ȫ�̾������ܿء�ͨ�^������Ї��Ҙ˜ʣ���GB/T23257��CJ/T120�������Y�Ϲ��̌��H����������������Ȱl�]��������ܣ����L�ܵ�����������50�����ϡ�δ�����S���h���c�;���Ҫ���������ԓ���g���ڸ����I��������y�����������ɞ�ܵ����̵������x��
 �Wվ���
�Wվ��� �P���҂�
�P���҂� ���YӍ
���YӍ �aƷ����
�aƷ���� ���̰���
���̰��� ϵ�҂�
ϵ�҂� �Wվ�؈D
�Wվ�؈D xml�؈D
xml�؈D
 �Ԓ��19103378888
�Ԓ��19103378888 �]�䣺431727371@qq.com
�]�䣺431727371@qq.com ��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^
��ַ���ӱ�ʡ�����}ɽ�h���۹��I�@�^ �����W���� 13092502002328̖
�����W���� 13092502002328̖